
So after printing it in a transparently blue PLA filament from polymakr, I decided to try out some of the flexible filaments I've had on hand for awhile but have done nothing more than print a sample chip out .

I tried printing out with this type of filament before, and failed, mostly because either the extruder that I was using caused the filament to buckle and just wrap itself around the stepper motor, or after extruding a bit for the first few layers would just stop extruding as the gripper gear would just lose its grip and not push the filament along ending up in "air prints".
Being that I have about 15 rolls of various flex materials I figured I better start using these filament and decided to try various methods of getting these filament to print correctly. (read and see more after the jump!)





Typically you cut a notch in the tubing so that the stepper gear can latch on and pull the filament in. Another item to use as well is a spiked or pointy gripper gear on the end of the stepper motor to get the full "bite" of the stepper motor. I ended up cutting completely through the tubing I had instead of just a notch but decided to try it anyways, and just pushed the top portion down to where the stepper gear was and then used the smaller piece to push up from the bottom to where the stepper gear was. (hopefully you can see this in the pics, you can click on any of them to make them full size for better viewing)
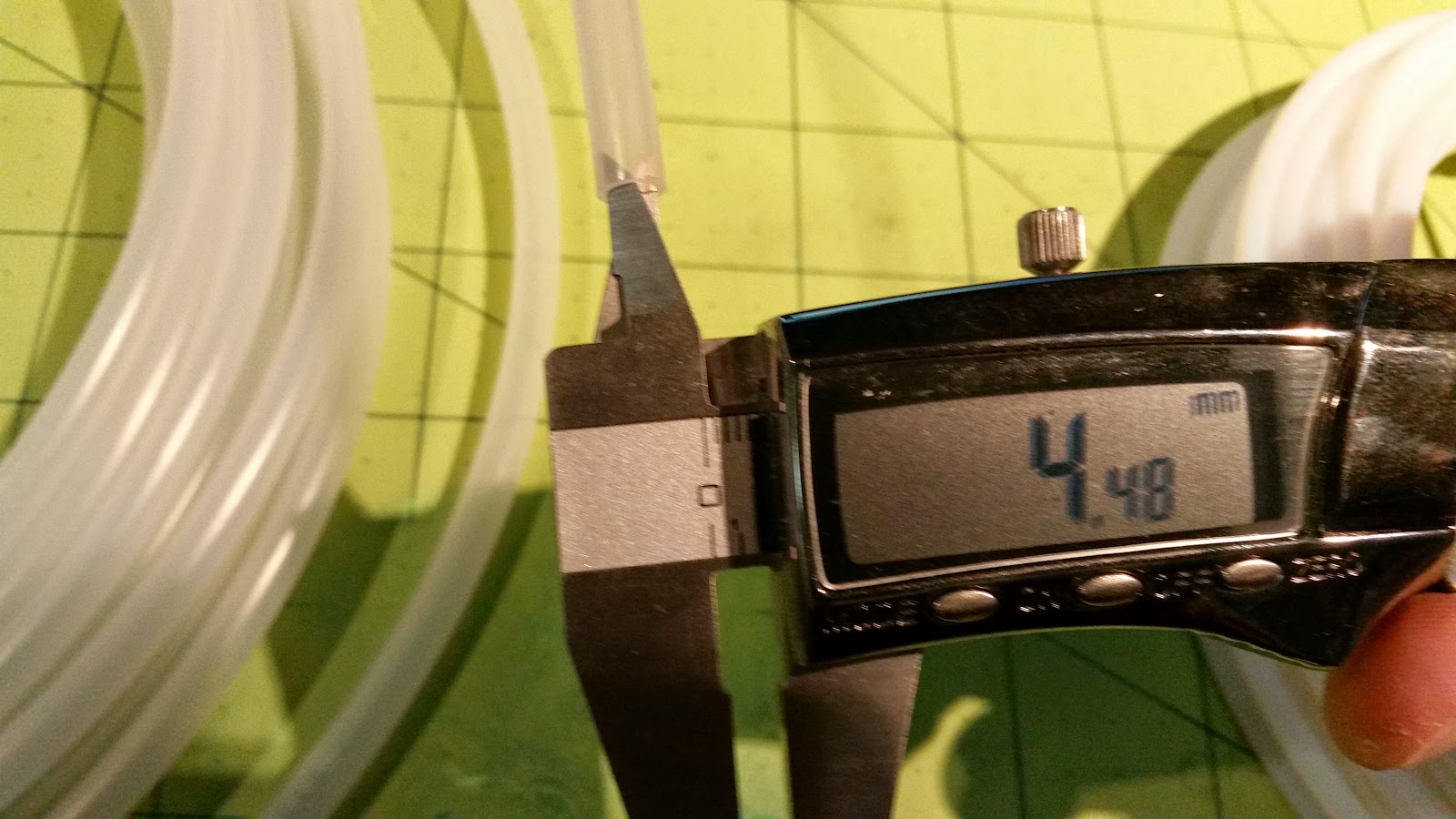
The tube I'm using are both PTFE tubes (they can withstand moderate heat), and I have a larger diameter that I'm using for a "guide tube" from the spool to the 3d printer, and now i'm using a smaller diameter that goes to the hot end entrance, and subsequently fits within the guide tube.





Infill 100%
Shells 1
Resolution 200 microns
Extruder 225°c
Bed 75°c
Nozzle Speed While extruding 15 mm
Nozzle Speed While traveling 25 mm
These settings resulted in a lot of stringing but the models printed out very nice, just needed a lot of clean up:
 |
| Ninja Flex, Really Spongy |
 |
| 3d2Print's TPE Rubber, Still Squishy, however MORE rigid when compared to NinjaFlex. |
 |
| This was the Transparent PLA Very Rigid, No FLEX |
So then I tweaked the settings a bit and printed another in Ninjaflex:
Extruder 215°c
Nozzle Speed While extruding 10mm
Nozzle Speed While traveling 150 mm
This model came out much better with less thick stringing than previously, however there is still some but its pretty fine and can be cleaned up fairly easy:

Hope you enjoyed this post and thanks for stopping by!
